J'ai fait une cintreuse pour des tubes 25mm. Je n'ai rien inventé, c'est assez commun comme outil.
J'avais prévu l'installer sur un chariot mais je ne l'ai pas recu, DPD se sont dégonflés et ne sont pas passés chez moi.
Comme ils disent à la télé, et je suppose qu'en étant des gens instruits ils savent parler la France, "une cintreuse C'EST QUOI ?" (chez nous on dirait "c'est quoi que c'est ?" mais j'ai arrété l'école trop tot).
Et bien une centreuse à tubes c'est un truc cher. Comme je suis pauvre je peux pas m'en acheter une comme je veux. Mais il y a une partie qu'on ne peut pas bricoler, il faut un tour numérique. Je l'ai acheté. Elle est pour des cintreuses manuelles américaines JD2 Model 3. Comme d'hab les europeens ne sont pas foutus de fabriquer des outils accessibles aux particulier, donc il faut aller chercher du US. Et comme de plus ces cintreuses sont vendues au prix d'or en France (sous un faux nom mais ce sont les mêmes) j'ai acheté la pièce au UK. Ils commencent à être un peu dans la merde suite au Brexit et moi je les aime bien les Brits alors je les soutiens.
La chose m'a couté 230euros avec les frais de cochon, c'est ca:
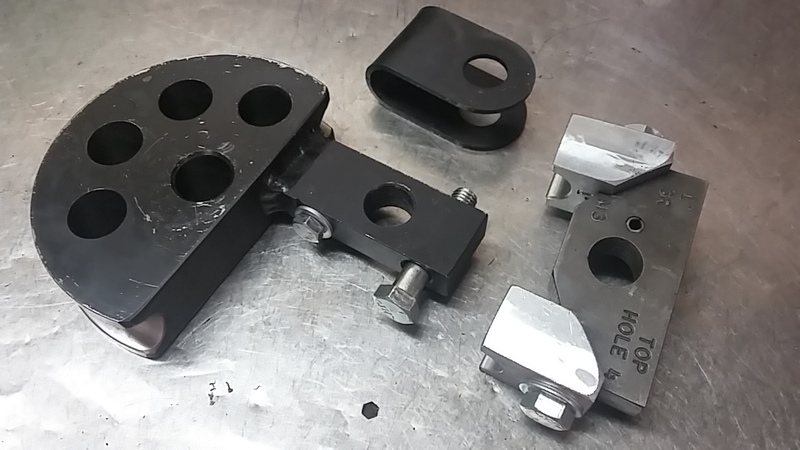
Ensuite j'ai fabriqué tout ca. Les axes les plus importants sont en acier carbure que je trouve chez le ferrailleur pour 0.5e le kg. C'est de l'acier de très haute qualité made in Bulgaria. Le reste a un aspect pourri mais c'est du 8 et 10mm d'épaisseur.

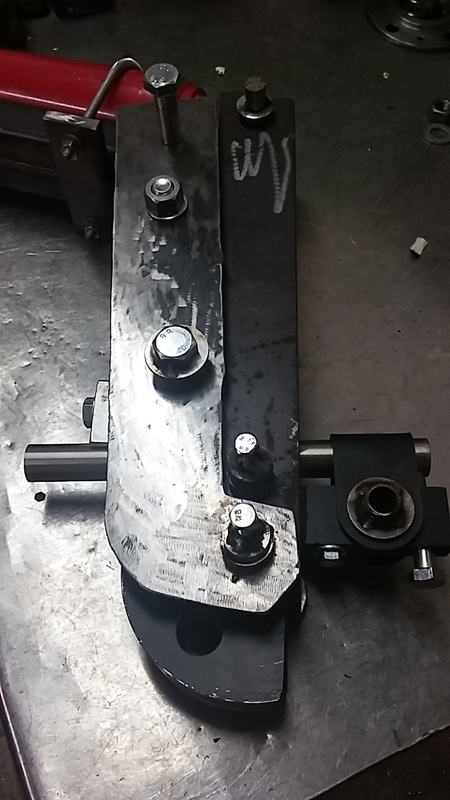
Ensuite il faut un verin hydro, car je veux pouvoir cintrer n'importe ou et quand c'est manuelle il faut une base fixée au sol (et c'est plus fatiguant). C'est un verin de grue d'atelier, ca vaut kedal.

Après quelques coups de soudure et une fois assemblé ca donne ca:
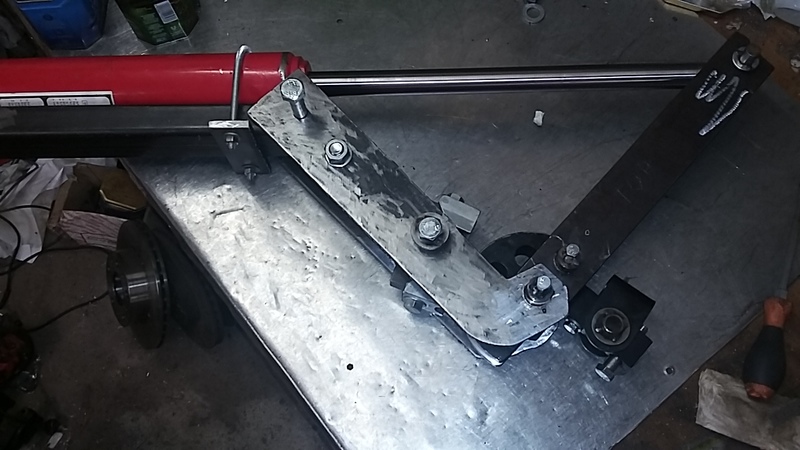
Et en extension max c'est comme ca. La pièce achetée a plusieurs trous pour pouvoir cintrer sur 180 degres avec moins de 90 degrés d'ouverture.
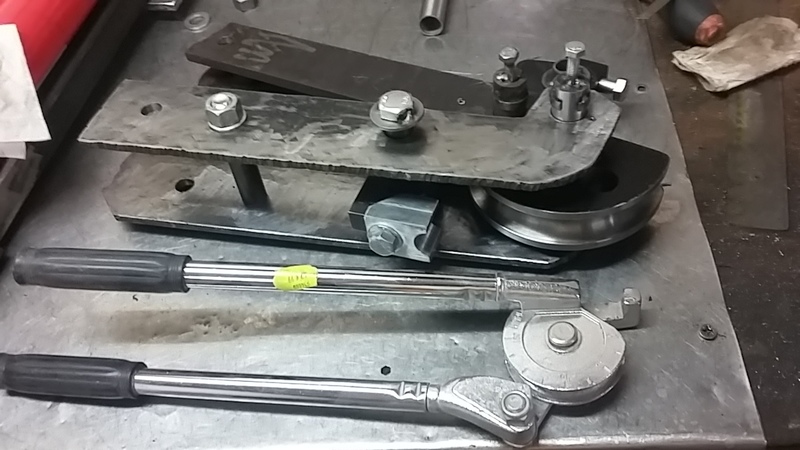
Et pour finir une petite comparaison avec une cintreuse de plomberie pour tubes en 14mm
Je devrais recevoir le chariot et j'ai commandé 18ml de tubes qui sont sur la route.
Et bientot dans le prochain épisode !